欢迎光临重庆川流机械有限公司官网!您的肯定是我奋斗的目标!
欢迎光临重庆川流机械有限公司官网!
烧结机自动润滑的应用
摘 要:济钢烧结厂在烧结机扩容改造中采用PLC控制的自动润滑系统取代原电动润滑系统。应用表明,新系统运行稳定,润滑良好,具有自动润滑和故障报警功能,确保了设备的正常工作。
关键词:烧结机;干油润滑;自动润滑系统;电动润滑系统
中图分类号:TH117.2 文献标识码:B 文章编号:1004-4620(2005)01-0056-01
1 前 言
济南钢铁股份有限公司烧结厂(简称济钢烧结厂)2×120m2烧结机使用的润滑系统为双线终端式,采用DRB型电动干油润滑系统供油,工作压力10MPa。在使用过程中,存在如下问题:
(1)现场管路复杂,维护量大。
(2)烧结机头部、中部、尾部共用一套润滑系统,供油管路长,压力损失大,烧结润滑系统的供油情况一直不佳。日常维修时,检查滑道润滑点,有50%的润滑点干结或供油不足。
(3)润滑系统为单机单泵供油,一旦干油站出现设备故障就会中断润滑脂的供给。
(4)由于润滑系统采用电动形式,使用时常因岗位操作不及时而带来润滑不良的现象。
(5)润滑系统对润滑点的泄露、干结、堵塞无监测、报警功能,润滑点出现故障时得不到及时处理。
由于该系统存在的缺点,烧结机滑道得不到良好润滑,每年就得更换一次。同时,滑道磨损造成的漏风也影响了烧结矿的产、质量。2002年年底,济钢烧结厂对2×120m2烧结机进行了扩容改造。针对现有润滑系统的缺点,及改造后的润滑要求,吸收国内润滑行业的先进技术,确定采用自动润滑系统。
2 自动润滑系统简介
2.1 自动润滑系统组成
(1)自动润滑的控制方式:采用循环指示器动作次数的计数控制方式。
(2) 中央报警信号:只要装置中任何一处发生堵塞,系统立即报警(指示灯)。
(3) 分配器:在接到由泵送来的全部供油量后,依靠活塞的顺序动作,将所需油量送到润滑点。
(4) 循环指示器:循环指示器的往复动作,表示整个装置在正常工作。
(5) 堵塞指示器:指出发生堵塞的位置。
(6) 自动计数装置:自动计数循环指示器的动作次数。
2.2 自动润滑系统的工作原理
每台烧结机设一个Quantum系统的远程控制站,采用PLC分别对两台烧结机的自动润滑系统进行控制。将自动润滑系统纳入整个烧结厂的控制系统,便于对控制系统的运行状况进行监控,避免了“控制孤岛”的存在。PLC编程采用Schneider公司的Concept编程软件,采用符合IEC61131标准的LD方式进行编程。在主控室的集中监控画面上,设计了干油润滑系统运行状态监控画面,主控室可以对系统的运行情况进行监控。自动润滑系统工作原理见图1。
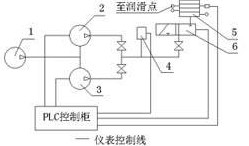
图1 自动润滑系统的工作原理
1 加油泵 2、3 润滑泵 4 压力控制器 5 电磁阀 6 单线分配器
根据各润滑点的工况不同,如烧结机头尾部、中部,每隔一段时间润滑泵启动一次,现场分配器在接到由泵送来的润滑油后,分配器活塞顺序动作,将所需的润滑油送到润滑点。系统通过流量传感器对各润滑点的加油润滑情况进行监控,发现流量异常后,及时报警,避免出现某一润滑点不能正常加油的情况出现。该系统根据加油工艺的需要,对加油罐的油位、加油泵出口油压等参数进行检测并提供相应的保护。
2.3 自动润滑系统的特点
(1)单线递进式润滑系统只有一根供油主管,现场布局简洁明了,维护量小。
(2)单机润滑系统开一备一,不会中断润滑脂的供给,改善了供油条件,确保了设备的正常工作。
(3)润滑系统的压力改为20Mpa,确保改造后烧结机加长12m,其远端也能保持足够压力。
(4)润滑系统具有自动功能。根据润滑点的不同工作状态,确立不同的工作制度,由系统自动控制,取代了人工操作。
(5)润滑系统具有声光报警功能,可以显示故障点;具有自动补脂、超高压控制和堵塞指示功能。
(6)润滑系统只要在工作,每个润滑点都能获得预定的给脂量,给脂量不会因过多而浪费。
3 应用效果
自动润滑系统于2002年12月投入使用,一年多的运行实践表明,系统运行稳定,润滑良好,提高了系统工作的可靠性,烧结机滑道的寿命提高了1倍,节约备件费20万元;且烧结机漏风率降低了1%,烧结矿产、质量得到提高、改善,年提高产量3万吨,创造经济效益300万元。